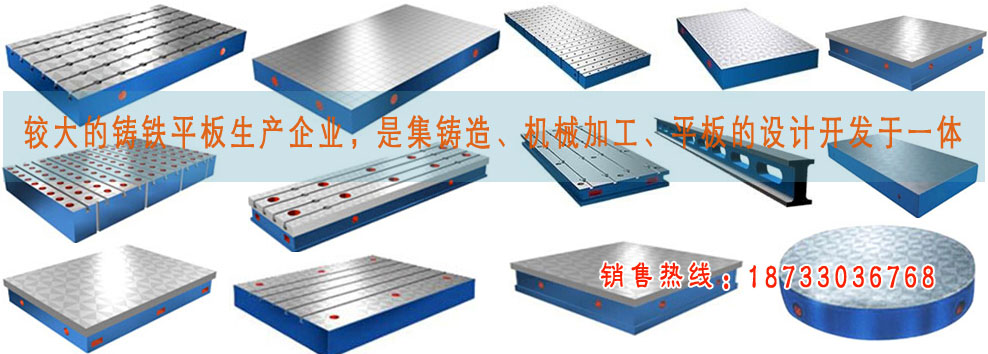
组合工装定位平板又(yòu)名多(duō)孔平台、3d焊接平板,通用(yòng)性强、适合不同的工件,节省不少项目开工前施工平台的设计、制造的时间,能(néng)很(hěn)快进入项目的生产。焊接工作台的五个均布有(yǒu)规则的销孔,适用(yòng)于种类、空间尺寸多(duō)样的工件的定位、提高了组对效率和精度。模块化的设计在项目组对中实现了产品的通用(yòng)性。台面上的刻度和模块尺寸的设计,使操作工人能(néng)快速地根据工件尺寸组合出所需要的工装。
组合工装定位平板生产程序:
关于HT200焊接工作平台是按 标准(GB1348-88)《灰铸铁》要求中HT200牌号材质,要求按科(kē)學(xué)配比。
严格选用(yòng)原料,严格控制成份,层层环节把关。
造型采用(yòng)树脂砂,消失模造型,是我们 和当今世界 的铸造工艺,铸出铸件,表面光滑,无气孔、砂眼、渣眼和多(duō)肉、多(duō)毛刺等缺陷,内在质量。
焊接工作平台的时效处理(lǐ)的工艺流程:铸件清铲完毕后,运到回火窑,退火。
进行退火处理(lǐ)。
如果生产周期短的铸件,采用(yòng)振动仪消除内应力的工艺时效处理(lǐ),效果也很(hěn)理(lǐ)想。
关于机加工的工艺流程从铸造車(chē)间热处理(lǐ)运到机加工車(chē)间,进行机加工,刨铣钻等工序生产中,层层环节,有(yǒu)专门检查人员检查产品的质量,加工完毕,非加工面上漆,加工面涂防锈油,等待发运。
由于技术水平和装备条件等限制,焊接工作平台业还不能(néng)完全生产出國(guó)内各行业所需的关键配套平台,尤其是一些高难度、高要求的焊接工作平台。