金属液中的气體(tǐ)未彻底释放出来和铸型内的气體(tǐ)侵入进金属液中,从而滞留在凝固后的铸件之内。
-金属液中的气體(tǐ)来源 劣质炉料含泥沙、油垢、锈蚀及湿气等,熔炼中生成大量的O、H、N等气體(tǐ)和渣釉;炉温低;精练不够;浇注温度低,浇注时间長(cháng)及浇注速度慢、浇包潮湿等。工艺设计不合理(lǐ)-直浇道粗大,金属液不能(néng)很(hěn)快充满或断流而将气體(tǐ)卷入;内浇口喷射,金属液紊乱;冒口处低位,排气孔少;底注,温度场為(wèi)上低下高,导致金属液迅速形成氧化膜而快速凝固。

消除金属液中可(kě)能(néng)产生气體(tǐ)的一切因素;提供气體(tǐ)从金属液内和铸型(砂芯)中容易逸出的机会或条件。应当着重指出的是,彻底排出金属液中的气體(tǐ)是第一位的!
选用(yòng)优质、干净干燥的炉料,提高熔炼温度(灰铁1520℃,铸钢1650℃,不锈钢1680℃),充分(fēn)精炼脱气与静置,高温且快速浇注,消失模浇注温度比砂铸高50℃,因為(wèi)泡沫燃烧是一个吸热过程,充型前沿的金属液温降比随后之金属液的温降大得多(duō)。铸型与砂芯尽量减少有(yǒu)机物(wù)含量且彻底干透(包括白模);正确的工艺设计:直浇道呈锥體(tǐ)状让金属液快速注满,上箱横浇道的高度大于底宽,内浇口多(duō)而分(fēn)散、喇叭状,径向进入,惟有(yǒu)对侧冒口才允许切向进入。随形压边冒口(或浇口)的缝宽為(wèi)6~12㎜,压边長(cháng)為(wèi)该处的60~70%。顶注及内浇口设在上部,这会冲破金属液上表面的氧化膜,延缓上表面的凝固的时间,从而把金属液内部的气體(tǐ)排出去;在铸型上箱多(duō)设排气通道把型内气體(tǐ)顺利引出型外,对于大型铸件尤為(wèi)重要,这不仅仅是為(wèi)了消除气孔,更是為(wèi)安全生产所必需!浇注时及时引气,浇包预热>500℃和孕育剂预热等也很(hěn)重要。
铸铁弯板是弯板专用(yòng)工具,适用(yòng)于机床,机械设备及零部件的垂直度检验,安装加工定位,划線(xiàn)等是机械行业中的重要测量工具,并在加工中作配套工作台使用(yòng)。弯板不要在潮湿、有(yǒu)腐蚀、过高和过低的温度环境下使用(yòng)和存放。在使用(yòng)时要先进行弯板的安装调试,然后,把弯板的工作面擦拭干净,在确认没有(yǒu)问题的情况下使用(yòng)弯板。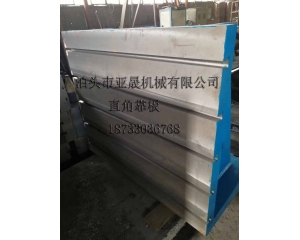
铸铁弯板规格:200×200~800×600(毫米) 精度:0级 、1级、2级、3级,材料HT200,工作面采用(yòng)刮研工艺,用(yòng)于零部件的检测和机械加工中的装夹。铸铁弯板精度高,稳定性好,便于维修。