砂型铸造用(yòng)的是最流行和最简单类型的铸件已延用(yòng)几个世纪.砂型铸造是用(yòng)来制造大型部件,如灰铸铁,球墨铸铁,不锈钢和其它类型钢材等工序的砂型铸造。其中主要步骤包括绘画,模具,制芯,造型,熔化及浇注,清洁等。
砂型铸造的基本原材料是铸造砂和型砂粘结剂。最常用(yòng)的铸造砂是硅质砂,硅砂的高温性能(néng)不能(néng)满足使用(yòng)要求时则使用(yòng)锆英砂、铬铁矿砂、刚玉砂等特种砂。应用(yòng)最广的型砂粘结剂是粘土,也可(kě)采用(yòng)各种干性油或半干性油、水溶性硅酸盐或磷酸盐和各种合成树脂作型砂粘结剂。
砂型铸造中所用(yòng)的外砂型按型砂所用(yòng)的粘结剂及其建立强度的方式不同分(fēn)為(wèi)粘土湿砂型、粘土干砂型和化學(xué)硬化砂型3种。
工艺参数的选择:
加工余量:所谓加工余量,就是铸件上需要切削加工的表面,应预先留出一定的加工余量,其大小(xiǎo)取决于铸造合金的种类、造型方法、铸件大小(xiǎo)及加工面在铸型中的位置等诸多(duō)因素;
起模斜度:為(wèi)了使模样便于从铸型中取出,垂直于分(fēn)型面的立壁上所加的斜度称為(wèi)起模斜度;
铸造圆角:為(wèi)了防止铸件在壁的连接和拐角处产生应力和裂纹,防止铸型的尖角损坏和产生砂眼,在设计铸件时,铸件壁的连接和拐角部分(fēn)应设计成圆角;
型芯头:為(wèi)了保证型芯在铸型中的定位、固定和排气,模样和型芯都要设计出型芯头。
收缩余量:由于铸件在浇注后的冷却收缩,制作模样时要加上这部分(fēn)收缩尺寸。
优点:粘土的资源丰富、价格便宜。使用(yòng)过的粘土湿砂经适当的砂处理(lǐ)后,绝大部分(fēn)均可(kě)回收再用(yòng);制造铸型的周期短、工效高;混好的型砂可(kě)使用(yòng)的时间長(cháng);适应性很(hěn)广。小(xiǎo)件、大件,简单件、复杂件,单件、大批量都可(kě)采用(yòng);
缺点及局限性:因為(wèi)每个砂质铸型只能(néng)浇注一次,获得铸件后铸型即损坏,必须重新(xīn)造型,所以砂型铸造的生产效率较低;铸型的刚度不高,铸件的尺寸精度较差;铸件易于产生冲砂、夹砂、气孔等缺陷。
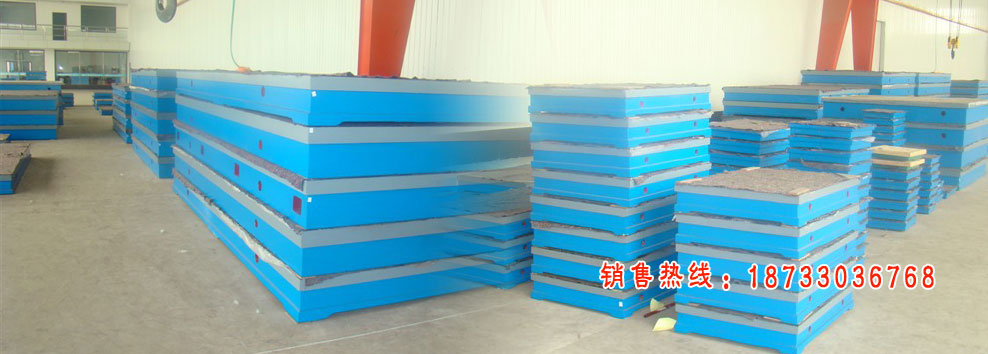
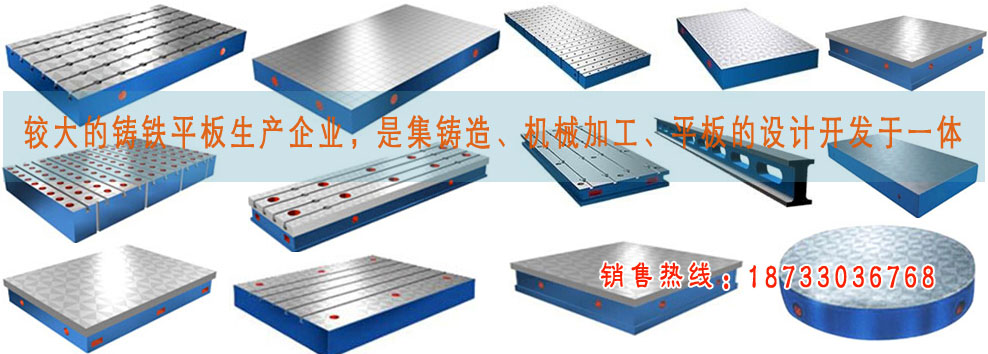
铸铁平板用(yòng)于各种检验工作,如精密测量用(yòng)的基准平面,各种机床机械的检验测量,检查零件的尺寸精度、行位偏差,并作出精密划線(xiàn)。铸铁平板是纺织机械、冶金生产、液压设备、铁路机車(chē)、轮船制造、铁路、仪器生产、航天航空、铁路机車(chē)、航天航空、石油化工等行业不可(kě)缺少的产品。在平板的相对两侧面上,应有(yǒu)安装手柄或吊装位置的设置、螺纹孔或圆柱孔。铸铁平板采用(yòng)箱體(tǐ)式、筋板式或其他(tā)结构型式。